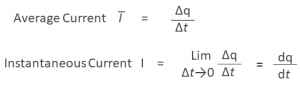
Electric current is defined as the rate at which charge flows through a surface or the cross section of a wire. There are two ways to write the definition of electric current:
The unit of current is the ampere (A), which is named for the French scientist André-Marie Ampère (1775–1836). An ampere is a fundamental unit in the International System. Since charge is measured in coulombs and time is measured in seconds, an ampere is the same as a coulomb per second.
A difference in electric potential gives rise to an electric field. The electric field is the force per charge acting on an imaginary test charge at any location in space. The work done placing an actual charge in an electric field gives the charge electric potential energy.
A difference in electric potential gives rise to an electric field. The electric field is the force per charge acting on an imaginary test charge at any location in space. The work done placing an actual charge in an electric field gives the charge electric potential energy.
Ohm’s law states Current is directly proportional to Voltage that is
![]()
The ohm is a derived unit.
![]()
Factors affecting resistance
The resistance of the wire which is:
- Directly proportional to the length of the wire R∝ ℓ
- Inversely proportional to the cross sectional area of the wire that is R α 1/A
- Directly proportional to the resistivity of the material of the that is R α ρ
Therefore, the resistance of the wire is R = ρ ℓ / A
The unit of resistivity is the ohm meter
Therefore, R = ρ ℓ / A = [ Ω = (Ωm) (m)/ (m²) ]
Points to be noted:
- The resistivity of most metals increases with increasing temperature.
- Resistivity is approximately directly proportional to absolute temperature for many metals over some range of temperatures.
- Superconductivity is the complete and absolute loss of resistivity in some materials when cooled below a critical temperature.
- Resistance is a property of objects. Resistivity is a property of materials.
The Electric Power (P) is defined as the product of the strength of the moving charges (Voltage, V) and the amount of moving charges (Current, I) power transferred by an electric current. The unity for the Power is Watt.
P = (V) (I)
Using Ohm’s Law, it can be expressed as:
P = (IR) (I) = I²R = V² / R
The Electric Energy, E delivered by an electric current is defined as the product of its power and time over which it flows. In other words, it is the product of voltage (V), current (I) and time (t) and is expressed as:
E = P.t = V.I.t
The unit for Energy is joules.
Using Ohm’s Law, it can be expressed as:
E = I² R t = V²t / R
From above, Electric power (P) can be calculated as energy consumption (E) divided by the time consumed (t):
P = E/t where P is in watts, E is in joules and t is in seconds
In the case of electric power consumption by homes and businesses, it is mostly sold by the kilowatt hour, which is running time in hours multiplied by the power in kilowatts. An electricity meter is used to measure the amount of power consumption.
Heat is a form of energy that flows from one place to another and is scalar quantity. The unit of energy is the joule (J). Heat is therefore measured in joules. Before this was known, however, heat had its own special units; like the calorie and the British thermal unit [Btu]. These are still widely used in for some reason — calorie for food energy (which is really a kilocalorie) and Btu for furnaces, air conditioners, stoves, and refrigerators.
We will know more about heat while explaining theoretical definition of temperature.
Theoretical definition
One has to be careful when defining temperature not to confuse it with heat. Heat is a form of energy. Temperature is something different. The hotter something is, the higher its temperature. The cooler it is, the lower is its temperature. Therefore we can say, the temperature is a measure of hotness or coldness.
Quantities in science are typically defined operationally (through the process by which they are measured) or theoretically (in terms of the theories of a specific discipline). We will begin with a theoretical definition of temperature and end with an operational definition.
To understand it theoretically, we should already know:
- If a system has the ability to work it possesses energy.
- Energy comes in two basic forms: the kinetic energy of motion and the potential energy of position.
- Energy is conserved. Which means it cannot be created or destroyed. When one form of energy decreases another form must increase.
The archetypal example of this is the rock at the top of a hill. Due to its height above the bottom of the hill, it possesses gravitational potential energy. Give it a push and it will start to roll. If we assume the ideal situation of a closed system where no energy is lost on the way down, then the rock’s initial potential energy will equal its final kinetic energy.
Now take the archetypal example one step further. Assume the rock crashes into a wall. Neither the rock nor the wall is elastic, so the rock comes to a halt. Now it appears as if we have violated the law of conservation of energy. The kinetic energy is lost and nothing has come along to replace it. Where has the energy gone?
The answer to this question is inside the rock. The energy has been transformed from the external energy visible as the motion of the rock as a whole to the internal energy of the motion of the invisible parts that make up the rock. The two energies are identical in size, but different in appearance. External conductors and is visible because it is organized. The translational kinetic energy of a rock is due to coordinated motion. All the parts all move forward together. The rotational energy is also coordinated. The parts all rotate together around the centre of mass. In contrast, the internal kinetic energy of a rock is invisible since the pieces are so small and numerous and their motion is completely uncoordinated. Their motions are statistically random with a mean value of zero making the energy largely invisible to us macroscopic beings.
Potential energy can also exist in external and internal forms. Internal potential energy is responsible for latent heat. If objects have internal energy, they exchange this energy. This is known as the thermal contact. The objects responsible for carrying the internal are known as atoms. These atoms in large numbers in uncoordinated motion will transfer internal energy in one direction and different times and places will run in opposite direction. This results in the net or overall transfer of internal energy. This is known as heat. If the net exchange of internal energy is zero; that is, if no heat flows from one region to another; then the whole system is said to be in thermal equilibrium. Heat, then, is the net transfer of internal energy from one region to another
Two regions in thermal contact have the same temperature when there is no net exchange of internal energy between them. Temperature, then, is what determines the direction of heat flow — out of the region with the higher temperature and into the region with the lower temperature. In more concise terms, heat flows from hot to cold. That’s the theoretical definition of temperature.
Operational Definition
Temperature is measured with a thermometer. The basic operating principle behind all thermometers is that there is some quantity, called a thermometric variable that changes in response to changes in temperature. The relationship between temperature and the thermometric variable may be direct or inverse or it may be determined by a polynomial or power function. In any case, it is the thermometric variable that gets measured. There is no way to measure temperature directly.
Types of thermometers

The units/scales for temperature are Fahrenheit, Celsius and Kelvin.
Most unit conversions are done by scaling. You take a number with a unit and multiply (or divide) by a conversion factor to get a new number with a new unit. The number by itself may be larger or smaller after the conversion, but the number with the unit is identical since the conversion factor is a ratio equal to one. The comparison of these scales is as shown:

Thermocouple technology is based on the Seebeck effect. It is a pair of dissimilar metal wires joined at one end, which generates a net thermoelectric voltage between the open pair according to the temperature difference between the ends.
The term thermocouple refers to the complete system for producing thermal voltages and generally implies an actual assembly (i.e. a sheathed device with extension leads or terminal blocks).
In 1821 a German physicist named Thomas Johann Seebeck discovered the thermoelectric effect, which forms the basis of modern thermocouple technology. He observed that an electric current flows in a closed circuit of two dissimilar metals if their two junctions are at different temperatures. The thermoelectric voltage produced depends on the metals used and on the temperature relationship between the junctions. If the same temperature exists at the two junctions, the voltage produced at each junction cancel each other out and no current flows in the circuit. With different temperatures at each junction, different voltages are produced and current flows in the circuit. A Thermocouple can therefore only measure temperature differences between the two junctions.
The junction that is put into the process and exposed to measured temperature is called the HOT JUNCTION. The other junction which is at the last point of thermocouple material and which is almost always at some kind of measuring instrument is called the COLD JUNCTION.

The two conductors and associated measuring junction constitute a thermo-element and the individual conductors are identified as the positive or negative leg.
Thermocouples are available either as bare wire (‘bead’ thermocouples) which offer low cost and fast response times or built into probes. A wide variety of probes are available, suitable for different measuring applications (industrial, scientific, food temperature, medical research etc).
The change in material EMF with respect to a change in temperature is called the Seebeck coefficient or thermoelectric sensitivity. This coefficient is usually a nonlinear function of temperature.
A thermocouple is always formed when two metals are connected together. For example, when the Thermo element conductors are joined to copper cable or terminals, thermal voltages can be generated at the transition. In this case, the second junction can be considered as located at the connection point (assuming the two connections to be thermally common). The temperature of this connection point (terminal temperature) if known, allows computation of the temperature at the measuring junction. The thermal voltage resulting from the terminal temperature is added to the measured voltage and their sum corresponds to the thermal voltage against a 0°C reference.
For example, if the measuring junction is at 300°C and the terminal temperature is 25°C, the measured thermal voltage for the type K thermoelement (Nickel-Chromium v Nickel-Aluminum) is 11.18 mV. This corresponds to 275°C difference temperature. Therefore a positive correction of 25°C refers the temperature to 0°C reference; 300°C is thus indicated.
A practical industrial or laboratory Thermocouple consists of only a single (measuring) junction; the reference is always the terminal temperature.
Possible measures are:-
- Measures the terminal temperature accurately and compensate accordingly for calculating the measured value.
- Locate the terminals in a thermally controlled enclosure.
- Terminate not in copper cable but use compensating or actual thermocouple wire to extend the sensor termination to the associated instrumentation (compensating cable uses low-cost alloys, which have similar thermoelectric properties to the actual thermos element). On this basis, there is no thermal voltage at the thermocouple termination. The transition to copper then occurs only at the instrument terminals where the ambient temperature can measure by the instrument; the reference junction can then be compensated for electronically.

It is essential to use only compensating or specific extension cables (these have the correct thermoelectric properties) appropriate to the thermocouple otherwise an additional thermocouple is formed at the connection point. The reference junction is formed where the compensating or extension cable is connected to a different material. The cable used must not be extended with copper or with compensating cable of a different type.
4. Use a temperature transmitter at the termination point. This is effectively bringing instrumentation close to the sensor where electronic reference junction techniques can be utilized. However, this technique is convenient and often used in plant; transmitter produces an amplified ”corrected’ signal, which can be sent to remote instruments via a copper cable of any length.
There are three most common measuring junction (Tip) configurations:
An exposed (measuring) junction is recommended for the measurement of flowing or static non-corrosive gas temperature when the greatest sensitivity and quickest response is required.
An insulated junction is more suitable for corrosive media but the thermal response is slower. In some applications where more than one thermocouple connects to the associated instrumentation, insulation may be essential to avoid spurious signals occurring in the measuring circuits. Insulation is provided only if specified.
An earthed (grounded) junction is also suitable for corrosive media and for high pressure applications. It provides the faster response than the insulated junction and protection which is not offered by the exposed junction.

To form the hot junction, a suitable method has to be adopted to obtain a good electrical contact between the thermocouple wires.
For Chromal/Alumal and other combinations, for use in high temperature measurements, welding is the only method to obtain a suitable joint. For this purpose, Tig welding and Laser beam welding are mostly used.
Tig Welding
Gas tungsten arc welding (GTAW), also known as tungsten inert gas (TIG) welding, is an arc welding process that uses a non-consumable tungsten electrode to produce the weld. The weld area is protected from atmospheric contamination by a shielding gas.
Laser Beam Welding
Laser beam welding (LBW) is a welding technique used to join multiple pieces of metal through the use of a laser. The beam provides a concentrated heat source, allowing for narrow, deep welds and high welding rates. LBW is a versatile process, capable of welding carbon steels, HSLA steels, stainless steel, aluminum and titanium. The speed of welding is proportional to the amount of power supplied but also depends on the type and thickness of the workpieces.
ASTM E 839 | Standard Test Methods for Sheathed Thermocouples and Sheathed Thermocouple Materials. |
ASTM E 220 | Test Methods for Calibration of Thermocouples by Comparison Techniques. |
ASTM E 230 | Specification and Temperature-EMF Tables for Standardized Thermocouples. |
ASTM E 585 | Standard specification for compacted MI, MS, base metal thermocouple cables. |
ASTM E 608 | Standard specification for compacted MI, MS, base metal thermocouples. |
ASTM E 696 | Standard specifications for tungsten – rhenium alloy thermocouple wire. |
ASTM E 1652 | Standard specification for Magnesium oxide & Alumina oxide powder & crushable insulators used in metal sheathed PRT’s, base metal thermocouples & noble metal thermocouple. |
IS 12579 | Specification for Base Metal Mineral Insulated Thermocouple Cables and Thermocouples. |
GB/T 1598 – 2010 | Chinese standard for platinum thermocouples. |
IEC 584 | International standard for thermocouples. |
Many combinations of materials have been used to produce acceptable thermocouples, each with its own particular application spectrum. However, the value of interchangeability and the economics of mass production have led to standardization, with a few specific types now being easily available, and covering by far the majority of the temperature and environmental applications.
These thermocouples are made to conform to an e.m.f/temperature relationship specified in the form of tabulated values of e.m.f resolved normally to 1mV against temperature in 1°C intervals, and vice versa. Internationally, these reference tables are published as IEC 584 1, 2 & 4, which is based on the International Temperature Scale ITS-90. It is worth noting here, however, that the standards do not address the construction or insulation of the cables themselves or other performance criteria. With the diversity to be found, manufacturers’ own standards must be relied upon in this respect.
The standard covers the eight specified and most commonly used thermocouples, referring to
- Type E – This thermocouple is composed of a positive leg of chromel (90%nickel/10%chromium) and a negative leg of constantan (45%nickel/55% copper). The temperature range for this thermocouple is -200 to 900°C (-330 to 16000F). The type E thermocouple has the highest millivolt (EMF) output of all established thermocouple types. Type E sensors can be used in sub-zero, oxidizing or inert applications but should not be used in sulphurous, vacuum or low oxygen atmospheres.
- Type J – This thermocouple has an iron positive leg and a constantan negative leg. Type J thermocouples have a useful temperature range of 0 to 750°C (32 to 1400 °F) and can be used in vacuum, oxidizing, reducing and inert atmospheres. Due to the oxidation (rusting) problems associated with the iron leg, care must be taken when choosing this type for use in oxidizing environments above 537°C.
- Type K – This thermocouple has a Chromel (90% nickel/10% copper) positive leg and an Alumel (95%nickel/ 5% manganese, aluminum and silicon) negative leg. The temperature range for type K alloys is -200 to 1250°C (-328 to 2282°F). Type K sensors are recommended for use in oxidizing or completely inert environments. Type K and type E should not be used in sulfurous environments. Because type K has better oxidation resistance then types E, J and T, its main area of usage is at temperatures above 600°C but vacuum and low oxygen conditions should be avoided.
- Type N – This thermocouple is made with a Nicrosil (74.1%nickel – 14.4% chromium – 1.4 % silicon.0.1%magnesium) positive leg and a Nisil (95.6% nickel to 4.4% silicon) negative leg. The temperature range for Type N is -270 to 1300°C (-450 to 2372°F). Type N is very similar to Type K except that it is less susceptible to selective oxidation. Type N should not be used in vacuum and or reducing environments in an unsheathed design.
- Type T – This thermocouple is made with a copper positive leg and a constantan negative leg. The temperature range for type T is -200 to 350°C (-328 to 662°F). Type T sensors can be used in oxidizing (below 350°C), reducing or inert applications.
Noble Metal Thermocouples
Noble metal thermocouples are manufactured with wire that is made with precious or “noble” metals like Platinum and Rhodium. Noble metal thermocouples can be used in oxidizing or inert applications and must be used with a ceramic protection tube surrounding the thermocouple element. These sensors are usually fragile and must not be used in applications that are reducing or in applications that contain metallic vapors.
- Type R – This thermocouple is made with a platinum/13% rhodium positive leg and a pure platinum negative leg. The temperature range for type R is 0 to 1450°C (32 to 2642°F).
- Type S – This thermocouple is made with a platinum/10% rhodium positive leg and a pure platinum negative leg. The temperature range for type S is 0 to 1450°C (32 to 2642°F).
- Type B – This thermocouple is made with a platinum/30% rhodium positive leg and a platinum/6% Rhodium negative leg. The temperature range for type B is 0 to 1700°C (32 to 3092°F).
Refractory Metal Thermocouples
Refractory metal thermocouples are manufactured with wire that is made from the exotic metals tungsten and Rhenium. These metals are expensive, difficult to manufacture and Wire made with these metals are very brittle. These thermocouples are intended to be used in vacuum furnaces at extremely high temperatures and must never be used in the presence of oxygen at temperatures above 300°C. There are several different combinations of alloys that have been used in the past but only one generally used at this time.
- Type C– This thermocouple is made with a tungsten/5% rhenium positive leg and tungsten 26% rhenium negative leg and has a temperature range of 0 – 2320°C (32 – 4208°F).
- Type G– This thermocouple is technically also known as WM26Re. The type G thermocouple has an alloy combination of tungsten (W) as a positive lead and tungsten + 26% Rhenium (W-26% Re) as the negative lead. Maximum useful temperature range of this thermocouple is 0 to 2320°C.
- Type D– This thermocouple is technically also known as W3ReM25Re. Type D thermocouple has an alloy combination of tungsten + 3% rhenium (W-3%Re) as positive lead and tungsten + 25 % Rhenium (W- 56% Re) as the negative lead. Maximum useful temperature range of this thermocouple is 0 to 2320°C.
Thermocouple types and temperature Ranges
Material + & – | Thermocouple Type | Temperature Range (°C) | Application |
Chromel & Constantan (Ni-Cr & Cu-Ni) | E | -200 to 900°C | Inert media, Oxidizing media |
Iron & Constantan (Fe & Cu-Ni) | J | 0 to 750°C | Inert media, Oxidizing media, Reducing media Vacuum |
Chromel & Alumel (Ni-Cr & Ni-Al) | K | -200 to 1250°C | Inert media, Oxidizing media |
Nicrosil & Nisil (Ni-Cr & Ni-Si) | N | -270 to 1300°C | Inert media, Oxidizing media |
Copper & Constantan (Cu & Cu-Ni) | T | -200 to 350°C | Inert media, Oxidizing media, Reducing media Vacuum |
87% Platinum/ 13% Rhodium & Platinum (Pt & Pt-Rh) | R | 0 to 1450°C | Inert media, Oxidizing media, |
90% Platinum/ 10% Rhodium & Platinum (Pt & Pt-Rh) | S | 0 to 1450°C | Inert media, Oxidizing media, |
70% Platinum/ 30% Rhodium & 94% Platinum/ 6% Rhodium (Pt-Rh & Pt-Rh) | B | 0 to 1700°C | Inert media, Oxidizing media, |
95% Tungsten/ 5% Rhenium & 74% Tungsten/ 26% Rhenium | C | 0 to 2320°C | Vacuum inert and reducing |
Tungsten & 74% Tungsten/ 26% Rhenium | G | 0 to 2320°C | Vacuum inert and reducing |
97% Tungsten 3% Rhenium & 75% Tungsten/ 25% Rhenium | D | 0 to 2320°C | Vacuum inert and reducing |
Termocouple type with e.m.f. /temperature relationship

Types of Thermocouple Construction
There are two types of most commonly used thermocouple constructions. Mineral Insulated (M.I.) Thermocouples & Non-M.I. Thermocouples.
Magnesium Oxide insulated thermocouple, commonly referred as MgO thermocouple, is used in many processes and laboratory applications. It is available in all thermocouple element types, a wide variety of sheath diameters and materials, rugged in nature and bendable, and fairly high-temperature ratings make MgO thermocouple a popular choice for a multitude of temperature measuring applications.
The many desirable characteristics make them a good choice for general and special purpose applications.
MgO sensors are constructed by placing an element or elements into a sheath of a suitable material and size, insulating the elements from themselves and the sheath with loose filled or crushable Magnesium Oxide powder or insulators, and then swaging or drawing the filled sheath down to its final reduced size. The swaging process produces an element with highly compacted MgO insulation and provides high dielectric strength insulation between the elements themselves and their sheath.
Mineral insulated Thermocouple consist of thermocouple wire embedded in a densely packed refractory oxide powder insulate all enclosed in a seamless, drawn metal sheath (usually stainless steel).
Effectively the thermoelement, insulation and sheath are combined as a flexible cable, which is available in different diameters, usually from 0.25mm to 10mm.
At one end cores and sheath are welded from a ”hot ” junction. At the other end, the thermocouple is connected to a ”transition” of extension wires, connecting head or connector.
Advantages of mineral insulated thermocouple:
- Small overall dimension and high flexibility, which enables temperature measurement in locations with poor accessibility.
- Good mechanical strength.
- Protection of the thermoelement wires against oxidation, corrosion and contamination.
- Fast thermal response.
The mineral oxides used for insulation are highly hygroscopic and open-ended cables must be effectively sealed (usually with epoxy resins) to prevent moisture take-up. A carefully prepared mineral insulated thermocouple will normally have a high value of insulation resistance (many hundreds of mega ohms).
The junction tip of Mineral insulated thermocouple can be of three types as described previously. The tip can be insulated, grounded and reduced type.
- Insulated Tip: Insulated hot end junctions are suitable for most applications, especially where low EMF pick-up is High insulation resistance is enhanced due to extreme compaction of the high purity MgO powder insulation.
- Bonded or grounded junctions offer a slightly faster temperature response than the insulated junction. Not recommended for multi-point instrumentation.
- Reduced tip junctions are ideal for applications where low mass and extremely fast response time is required, together with good mechanical strength. A reduced tip can be provided on 1.0 to 6.0 mm diameter thermocouples.

Non-M.I. Thermocouples
In Non-M.I. thermocouples, thermocouple wires are either insulated with ceramic beads or after insulation of ceramic, covered by a metal sheath (usually stainless steel) and some form of termination (extension lead, connecting head or connector for example) is provided. In this type of construction, thermocouple wires are protected from the measuring environment with sheath protection. The sheath material selection is dependent on the measuring environment. Most commonly used material is stainless steel. According to the corrosivity, sheath selection is changed.
This construction does not provide flexibility as they can’t be found in small sizes. Moreover, they don’t have good mechanical strength. In Non-M.I. construction sheath may be of ceramic or metal as per suitability.
Exposed, Grounded and Ungrounded types of junctions are formed in both the M.I. & Non-M.I. construction.
Tolerance denotes the maximum allowable value obtained by subtracting the temperature reading or the temperature at the hot junction from the standard temperature converted from the applicable temperature EMF table.
Type of thermocouple | Tolerance Grade | |||||
ASTM E230-ANSI MC 96.1 | IEC 584-2 | |||||
Range (°C) | Standard | Special | Range (°C) | Class 1 | Class 2 | |
B | 800 to 1700°C | ±0.5% | – – – | 600 to 1700°C | ±1°C or ± {(1+(T- 1100) x .0.3%)} | ±1.5°C or ±0.25% |
R & S | 0 to 1450°C | ±0.5°C or ±0.25% | ±0.6°C or ±0.1% | 0 to 1600°C | ±1°C or ± {(1+(T- 1100) x .0.3%)} | ±1.5°C or ±0.25% |
N & K | -200 to 0°C | ±2.2°C o r±2% | — | -40 to 1000°C | ±1.5°C or ±0.4% | ±2.5°C or ±0.75% |
0 to 1260°C | ±2.2°C or ±0.75% | ±1.1°C or ±0.4% | ||||
E | -200 to 0°C | ±1.7°C or ±1% | – – – | -40 to 800°C | ±1.5°C or ±0.4% | ±2.5°C or ±0.75% |
0 to 870°C | ±1.7°C or ±0.5% | ±1.0°C or ±0.4% | ||||
J | 0 to 760°C | ±2.2°C or ±0.75% | ±1.1°C or ±0.4% | -40 to 750°C | ±1.5°C or ±0.4% | ±2.5°C or ±0.75% |
T | -200 to 0°C | ±1.0°C or ±1.5% | – – – | -40 to 350°C | ±0.5°C or ±0.4% | ±1°C or ±0.75% |
0 to 370°C | ±1.0°C or ±0.75% | ±0.5°C or ±0.4% | ||||
C | 0 to 2320°C | 4.5°C or ±1.0% | – – – | – – – | – – – | – – – |
Operating temperature limit means the upper temperature where thermocouple can be used continuously in the air. Maximum limit means the upper temperature where thermocouple can be used temporarily for a short period of time owing to unavoidable circumstances.
For bare wire thermocouple:
Type of Thermocouple | Upper temperature limit for various wire sizes | ||||
No. 8 AWG 3.25 mm (°C) | No. 14 AWG 1.63 mm (°C) | No. 20 AWG 0.81 mm (°C) | No. 24 AWG 0.51 mm (°C) | No. 28 AWG 0.33 mm (°C) | |
T | – – – | 370 | 260 | 200 | 200 |
J | 760 | 590 | 480 | 370 | 370 |
E | 870 | 650 | 540 | 430 | 430 |
K | 1260 | 1090 | 980 | 870 | 870 |
N | 1260 | 1090 | 980 | 870 | 870 |
R, S | – – – | – – – | – – – | 1480 | – – – |
B | – – – | – – – | – – – | 1700 | – – – |
For Mineral Insulated Cables:
Type of Thermocouple | Upper temperature limit for various SS316 sheath diameters | |||||||
0.5 mm (°C) | 1.0 mm (°C) | 1.5 mm (°C) | 2.0 mm (°C) | 3.0 mm (°C) | 4.5 mm (°C) | 6.0 mm (°C) | 8.0 mm (°C) | |
T | 260 | 260 | 260 | 315 | 370 | 370 | 370 | 370 |
J | 260 | 260 | 440 | 440 | 520 | 620 | 720 | 720 |
E | 300 | 300 | 510 | 510 | 650 | 730 | 820 | 820 |
K | 700 | 700 | 920 | 920 | 1070 | 1150 | 1150 | 1150 |
N | 700 | 700 | 920 | 920 | 1070 | 1150 | 1150 | 1150 |
Principal factors that affect the life of a thermocouple are:
- Temperature – Thermocouple life decreases by about 50% when an increase of 50°C occurs.
- Diameter– By doubling the diameter of the wire, the life increases by 2 to 3 times.
- Thermic cycling – When thermocouples are exposed to thermic cycling from room temperature to above 500°C, their life decreases by about 50% compared to a thermocouple used continuously at the same temperature.
- Protection – When thermocouples are covered by a protective sheath and placed into ceramic insulators, their life is considerably extended.
While application conditions do alter techniques, the following factors are suggested for consideration.
- Obtain thermocouples with insulated measuring junctions.
- Specify “same metal” for a large installation, preferably close to tolerance.
- Thermocouple reference junction should be monitored in a reference unit with an accuracy of +0.1°C or better.
- Great care to be taken in running thermocouple circuitry against ”Pickup” etc. with the minimum number of joints in the wiring.
- Heat-treat thermocouple to their most stable condition.
- Calibrate Thermocouples.
The response time for a thermocouple is usually defined as the time taken for the thermal voltage (output) to reach 63% of maximum for the step change temperature. It is dependent on several parameters including the thermocouple dimension, construction, tip configuration and the nature of the medium in which the sensor is located. If the thermocouple is plunged into a medium with a high thermal capacity and heat transfer is rapid, the effective response time will be practically the same as for the thermocouple itself (the intrinsic response time). However, if the thermal properties of the medium are poor (e.g. still air) the response time can be 100 times greater.
For exposed measuring junctions, divide the values shown by 10. Thermocouple with grounded junction display response times some 20 to 30% faster than those with an insulated junction. Very good sensitivity is provided by fine gauge unsheathed thermocouples. With conductor diameter in the range 0.025mm to 0.81mm, response times in the region of 0.05 to 0.40 seconds can be realized.
Sheath OD (mm) | Types of Measuring Junction | Response Time in Seconds (in sec.) | |||||
100°C | 250°C | 350°C | 430°C | 700°C | 850°C | ||
6.00 | Insulated | 3.2 | 4.0 | 4.7 | 5.0 | 6.4 | 16.0 |
6.00 | Earthed | 1.6 | 2.0 | 2.3 | 2.5 | 3.15 | 8.0 |
3.00 | Insulated | 1.0 | 1.1 | 1.25 | 1.4 | 1.6 | 4.5 |
3.00 | Earthed | 0.4 | 0.46 | 0.5 | 0.56 | 0.65 | 1.8 |
1.5 | Insulated | 0.25 | 0.37 | 0.43 | 0.50 | 0.72 | 1.0 |
1.5 | Earthed | 0.14 | 0.17 | 0.185 | 0.195 | 0.22 | 0.8 |
1.00 | Insulated | 0.16 | 0.18 | 0.19 | 0.21 | 0.24 | 0.73 |
1.00 | Earthed | 0.07 | 0.09 | 0.11 | 0.12 | 0.16 | 0.6 |
* Values shown are for a closed end sheath.
Thermocouple assemblies are” tip” sensing devices which lend them to both surface and immersion applications depending on their construction. However, immersion type must be used carefully to avoid error due to stoma conduction from the process which can result in a high or low reading respectively. A general rule is to immerse it into the medium to a minimum of 4 times the outside diameter of the sheath; no quantitative data applies but care must be exercised in order to obtain meaningful results.
The ideal immersion depth can be achieved in practice by moving the probe in or out of the process medium incrementally; with each adjustment, there should not be any apparent change in indicating temperature. The correct depth will result in no change in indicating temperature.
Although thermocouple assemblies are primarily tip sensing devices, the use of protection tubes renders surface sensing impractical. Physically, the probe does not lend itself to surface presentation and steam conduction would cause reading errors. If thermocouple is to be used reliably for surface sensing, it must be either exposed, welded junction from with very small thermal mass or be housed in a construction, which permits true surface contact when attaching to the surface. Locating a thermocouple on a surface can be achieved in various ways including the use of an adhesive patch, a washer and stud, a magnet for ferrous metal and pipe clips.
Industrial thermocouple, in comparison with other thermometers, has the following advantages:
- Quick response and stable temperature measurement by direct contact with the measuring object.
- If the selection of a quality thermocouple is properly made, wide range of temperature can be measured.
- Temperature of the specific spot or small space can be measured.
- Since temperature is detected by means of EMF generated, measurement, adjustment, amplification, control, conversion and other data processing is easy.
- Less expensive and better interchangeability in comparison with other temperature
- The most versatile and safe for measuring environments, if a suitable protection tube is employed.
- Rugged construction and easy
Thermocouples are suitable for measuring over a large temperature range, up to 2300°C. They are less suitable for applications where smaller temperature differences need to be measured with high accuracy, for example; the range 0 – 100°C with 0.1°C accuracy. For such applications, thermistors and resistance temperature detectors are more suitable. Applications include temperature measurement for kilns, gas turbine exhaust, diesel engines, and other industrial processes.
